 ENG
ENG 
1. บทบาทและการประยุกต์ของ เครื่องฉีดพลาสติกพีวีซี
ในฐานะอุปกรณ์หลักของอุตสาหกรรมแปรรูปพลาสติก เครื่องฉีดขึ้นรูปพีวีซีมีบทบาทสำคัญในสาขาการผลิตทางอุตสาหกรรมในปัจจุบัน โพลีไวนิลคลอไรด์ (PVC) เป็นวัสดุเทอร์โมพลาสติกอเนกประสงค์ คุ้มราคา และทนทาน มีการใช้กันอย่างแพร่หลายในหลายสาขา เช่น การก่อสร้าง การแพทย์ ยานยนต์ และสินค้าอุปโภคบริโภคผ่านกระบวนการฉีดขึ้นรูป

เครื่องฉีดขึ้นรูปพีวีซีเป็นอุปกรณ์ฉีดขึ้นรูปแบบพิเศษที่ใช้เป็นพิเศษสำหรับการแปรรูปวัสดุโพลีไวนิลคลอไรด์ ซึ่งครองตำแหน่งที่ไม่สามารถทดแทนได้ในอุตสาหกรรมแปรรูปพลาสติก จากสถิติข้อมูลอุตสาหกรรม ประมาณ 23% ของการผลิตแม่พิมพ์ฉีดพลาสติกทั่วโลกเกี่ยวข้องกับวัสดุ PVC โดยเฉพาะอย่างยิ่งในด้านท่อในอาคาร อุปกรณ์ทางการแพทย์ สายไฟและสายเคเบิล อัตราส่วนการใช้งานของเครื่องฉีดขึ้นรูป PVC สูงถึงมากกว่า 60% เบื้องหลังการใช้งานที่กว้างขวางนี้คือข้อได้เปรียบด้านประสิทธิภาพที่เป็นเอกลักษณ์ของวัสดุ PVC และการผสมผสานที่มีประสิทธิภาพของกระบวนการฉีดขึ้นรูป
หน้าที่หลักของเครื่องฉีดพลาสติก PVC คือการเปลี่ยนวัตถุดิบให้เป็นผลิตภัณฑ์พลาสติกที่มีขนาดและลักษณะการทำงานที่แม่นยำผ่านสามขั้นตอนหลัก: การทำความร้อนด้วยพลาสติก, การฉีดแรงดันสูง และการขึ้นรูปแม่พิมพ์ เมื่อเปรียบเทียบกับเครื่องฉีดขึ้นรูปทั่วไป เครื่องฉีดขึ้นรูป PVC ได้รับการปรับให้เหมาะกับลักษณะของวัสดุ PVC และสามารถเอาชนะปัญหาทางเทคนิคในกระบวนการผลิต PVC ได้อย่างมีประสิทธิภาพ เช่น ความเสถียรทางความร้อนต่ำ ความหนืดหลอมละลายสูง และการสลายตัวง่าย ในอุตสาหกรรมการก่อสร้าง อุปกรณ์ท่อ ข้อต่อ และอุปกรณ์ประตูและหน้าต่างที่ผลิตโดยเครื่องฉีดขึ้นรูป PVC มีความทนทานต่อสภาพอากาศและเสถียรภาพทางเคมีที่ดีเยี่ยม ในวงการแพทย์ ผลิตภัณฑ์ต่างๆ เช่น ถุงแช่และสายสวนที่ขึ้นรูปด้วยการฉีดขึ้นรูป PVC ตรงตามข้อกำหนดด้านความเข้ากันได้ทางชีวภาพที่เข้มงวด
จากมุมมองของห่วงโซ่อุตสาหกรรม เครื่องฉีดขึ้นรูป PVC อยู่ในการเชื่อมโยงตรงกลางระหว่างวัตถุดิบและการใช้งานเทอร์มินัล และระดับทางเทคนิคส่งผลโดยตรงต่อคุณภาพและต้นทุนการผลิตของผลิตภัณฑ์ขั้นสุดท้าย เครื่องฉีดขึ้นรูป PVC ที่ผ่านการรับรองมักจะประกอบด้วยส่วนประกอบสำคัญ เช่น ระบบฉีด ระบบจับยึดแม่พิมพ์ ระบบไฮดรอลิก ระบบควบคุม และระบบควบคุมอุณหภูมิ การทำงานร่วมกันของระบบเหล่านี้ช่วยให้แน่ใจว่าวัสดุ PVC สามารถทำกระบวนการขึ้นรูปให้เสร็จสิ้นภายใต้สภาวะที่เหมาะสมได้ ด้วยการปรับปรุงข้อกำหนดด้านการคุ้มครองสิ่งแวดล้อมและความต้องการทางการแพทย์ที่เพิ่มขึ้น เครื่องฉีดขึ้นรูป PVC กำลังพัฒนาในทิศทางที่แม่นยำ ประหยัดพลังงาน และชาญฉลาดยิ่งขึ้น
ความเฉพาะเจาะจงทางอุตสาหกรรมของเครื่องฉีดขึ้นรูปพีวีซียังสะท้อนให้เห็นในความสามารถในการปรับตัวให้เข้ากับสูตรวัสดุอีกด้วย พีวีซีเป็นพลาสติกที่มีคุณสมบัติสามารถปรับได้ด้วยสารเติมแต่ง แบ่งออกเป็นสองประเภท: PVC แข็ง (RPVC) และ PVC ยืดหยุ่น (FPVC) PVC แข็งมีความแข็งแรงและความแข็งแกร่งสูงและมักใช้ในวัสดุก่อสร้าง ในขณะที่พีวีซีที่มีความยืดหยุ่นจะมีความนุ่มและยืดหยุ่นเนื่องจากการเติมพลาสติไซเซอร์ และเหมาะสำหรับผลิตภัณฑ์ เช่น ท่อทางการแพทย์ เครื่องฉีดขึ้นรูป PVC จำเป็นต้องสามารถจัดการกับวัสดุทั้งสองประเภทที่แตกต่างกันอย่างมีนัยสำคัญ ซึ่งต้องใช้อุปกรณ์ที่มีหน้าต่างกระบวนการที่กว้างขึ้นและความสามารถในการปรับพารามิเตอร์ที่ยืดหยุ่นมากขึ้น ในเวลาเดียวกัน ด้วยกฎระเบียบด้านสิ่งแวดล้อมที่เข้มงวดมากขึ้น การใช้สารเพิ่มความคงตัวไร้สารตะกั่วและพลาสติไซเซอร์ที่เป็นมิตรต่อสิ่งแวดล้อมได้ก่อให้เกิดข้อกำหนดทางเทคนิคใหม่สำหรับเครื่องฉีดขึ้นรูป PVC
ในแง่ของผลประโยชน์ทางเศรษฐกิจ เครื่องฉีดขึ้นรูป PVC ช่วยให้ผู้ผลิตได้รับโซลูชันการผลิตที่มีการแข่งขันสูง เมื่อเปรียบเทียบกับการแปรรูปโลหะหรือกระบวนการขึ้นรูปพลาสติกอื่นๆ การฉีดขึ้นรูป PVC มีข้อดีคือ รอบสั้น การใช้วัสดุสูง และความต้องการแรงงานต่ำ ซึ่งเหมาะอย่างยิ่งสำหรับการผลิตผลิตภัณฑ์ที่ได้มาตรฐานขนาดใหญ่ ยกตัวอย่างอุปกรณ์ท่อ PVC ในอุตสาหกรรมการก่อสร้าง กำลังการผลิตรายวันของเครื่องฉีดขึ้นรูป PVC ขนาดกลางสามารถเข้าถึง 5,000-8,000 ชิ้น และสามารถควบคุมข้อผิดพลาดของน้ำหนักผลิตภัณฑ์ได้ภายใน ± 0.5% ความแม่นยำและประสิทธิภาพดังกล่าวทำได้ยากด้วยกระบวนการอื่นๆ นอกจากนี้ เครื่องฉีดขึ้นรูป PVC ยังมีคุณลักษณะของอายุการใช้งานแม่พิมพ์ที่ยาวนาน (ปกติสูงถึง 500,000 ถึง 1 ล้านครั้ง) และการใช้พลังงานค่อนข้างต่ำ (ประหยัดพลังงานประมาณ 40% เมื่อเทียบกับการหล่อแบบโลหะ) ซึ่งช่วยลดต้นทุนการผลิตได้อีก
ด้วยการพัฒนาอย่างต่อเนื่องของแนวโน้ม "เหล็กทดแทนพลาสติก" ความสำคัญของเครื่องฉีดขึ้นรูป PVC จะถูกเน้นเพิ่มเติม โดยเฉพาะอย่างยิ่งในด้านการใช้งานที่ต้องการน้ำหนักเบา ทนทานต่อการกัดกร่อน และควบคุมต้นทุน ผลิตภัณฑ์ฉีดขึ้นรูป PVC มักจะเข้ามาแทนที่วัสดุแบบดั้งเดิมอย่างต่อเนื่อง ในฐานะที่เป็นอุปกรณ์สำคัญในการบรรลุการเปลี่ยนแปลงนี้ นวัตกรรมทางเทคโนโลยีและการขยายตลาดของเครื่องฉีดขึ้นรูป PVC จะยังคงดึงดูดความสนใจของอุตสาหกรรมต่อไป
2. หลักการทำงานและผังกระบวนการของเครื่องฉีดพลาสติกพีวีซี
หลักการทำงานของเครื่องฉีดพลาสติก PVC ขึ้นอยู่กับลักษณะการขึ้นรูปของเทอร์โมพลาสติก ด้วยการควบคุมอุณหภูมิ ความดัน และความเร็วอย่างแม่นยำ วัตถุดิบ PVC จะถูกแปลงเป็นผลิตภัณฑ์ที่มีรูปร่างตามที่ต้องการ กระบวนการนี้ผสมผสานเทคโนโลยีหลากหลายสาขา เช่น วิศวกรรมเครื่องกล วัสดุศาสตร์ และการควบคุมอัตโนมัติ เพื่อสร้างระบบการประมวลผลที่ซับซ้อนและแม่นยำ การทำความเข้าใจหลักการทำงานของเครื่องฉีดขึ้นรูป PVC มีความสำคัญอย่างยิ่งในการเพิ่มประสิทธิภาพกระบวนการผลิตและปรับปรุงคุณภาพของผลิตภัณฑ์
องค์ประกอบและฟังก์ชันของระบบ
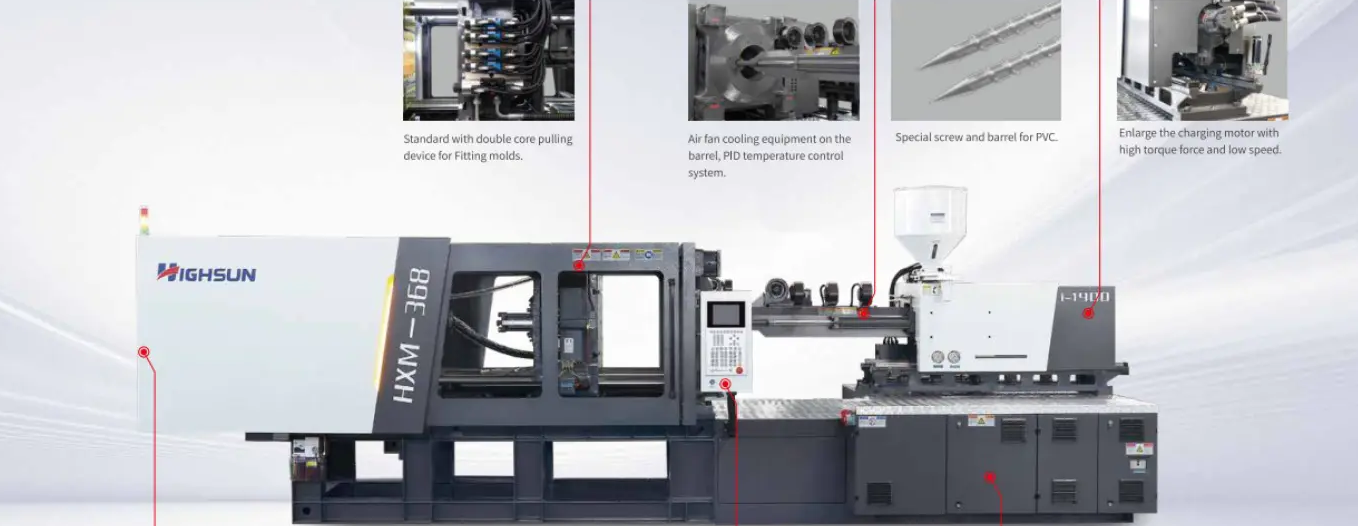
เครื่องฉีดพลาสติกพีวีซีส่วนใหญ่ประกอบด้วยห้าระบบ: ระบบฉีด ระบบจับยึด ระบบไฮดรอลิก ระบบควบคุม และระบบควบคุมอุณหภูมิ ระบบฉีดมีหน้าที่รับผิดชอบในการทำให้เป็นพลาสติกและการฉีดวัสดุพีวีซี เป็นส่วนหลักของอุปกรณ์และประกอบด้วยส่วนประกอบสำคัญ เช่น ฮอปเปอร์ กระบอก สกรู และหัวฉีด สกรูของเครื่องฉีดพลาสติก PVC แตกต่างจากเครื่องฉีดพลาสติกทั่วไปตรงที่มีการออกแบบพิเศษ โดยมีอัตราส่วนความยาวต่อเส้นผ่านศูนย์กลาง (L/D) เล็กน้อย (โดยทั่วไปอยู่ระหว่าง 18:1 ถึง 22:1) และมีอัตราส่วนการอัดต่ำ (ประมาณ 1.8-2.5) เพื่อลดความร้อนจากแรงเฉือนที่ป้อนให้กับวัสดุ PVC ที่ไวต่อความร้อน ระบบจับยึดช่วยให้แม่พิมพ์เปิดและปิด และแรงจับยึดเพื่อให้แน่ใจว่าแม่พิมพ์จะไม่ถูกดันให้เปิดออกด้วยแรงดันหลอมเหลวในระหว่างกระบวนการขึ้นรูป รูปแบบโครงสร้างประกอบด้วยประเภทสลับ ประเภทไฮดรอลิก และประเภทไฟฟ้า ระบบไฮดรอลิกให้พลังงานแก่เครื่องจักรทั้งหมดและควบคุมการเคลื่อนที่ของแอคชูเอเตอร์แต่ละตัว ระบบควบคุมมีหน้าที่ในการตั้งค่าพารามิเตอร์ การควบคุมโปรแกรม และการตรวจสอบกระบวนการ ระบบควบคุมอุณหภูมิจะรักษาอุณหภูมิของถังและแม่พิมพ์ได้อย่างแม่นยำ ซึ่งมีความสำคัญอย่างยิ่งสำหรับวัสดุที่ไวต่อความร้อน เช่น พีวีซี
การวิเคราะห์วงจรการทำงาน
การฉีดขึ้นรูปพีวีซีเป็นกระบวนการที่เป็นวัฏจักร และแต่ละรอบประกอบด้วยชุดของการดำเนินการที่เป็นระเบียบ ตามมาตรฐานอุตสาหกรรม วงจรการทำงานที่สมบูรณ์ประกอบด้วยขั้นตอนต่อไปนี้: การปิดแม่พิมพ์ → การฉีด → การคงความดัน → การระบายความร้อน → การทำให้เป็นพลาสติก → การเปิดแม่พิมพ์ → การดีดออกของผลิตภัณฑ์
ในขั้นตอนการปิดแม่พิมพ์ แม่พิมพ์จะถูกปิดภายใต้แรงดันสูง และแรงจับยึดจะคำนวณตามพื้นที่ฉายภาพผลิตภัณฑ์และความดันในการฉีด โดยปกติจะอยู่ที่ 30-80MPa ในขั้นตอนการฉีด สกรูจะเคลื่อนไปข้างหน้าเพื่อฉีด PVC หลอมเหลวที่ปลายด้านหน้าของถังเข้าไปในโพรงแม่พิมพ์ที่แรงดันสูง (ปกติ 80-180MPa) และความเร็วสูง กระบวนการนี้กินเวลานานหลายวินาที และสามารถควบคุมความเร็วการฉีดในส่วนต่างๆ เพื่อปรับให้เข้ากับโครงสร้างผลิตภัณฑ์ที่ซับซ้อน การรักษาแรงดันในขั้นตอนการกักเก็บแรงดันเพื่อเติมวัสดุที่ลดลงเนื่องจากการหดตัวด้วยความเย็นมีความสำคัญอย่างยิ่งต่อความแม่นยำของขนาดและคุณภาพพื้นผิวของผลิตภัณฑ์ ขั้นตอนการทำความเย็นช่วยให้ผลิตภัณฑ์แข็งตัวในแม่พิมพ์ และเวลาขึ้นอยู่กับความหนาของผนังและประสิทธิภาพการทำความเย็น ในขั้นตอนการทำให้เป็นพลาสติก สกรูจะหมุนเพื่อขนส่งและหลอมวัสดุใหม่ไปข้างหน้าเพื่อเตรียมพร้อมสำหรับรอบถัดไป และถอยกลับไปยังตำแหน่งที่ตั้งไว้ในเวลาเดียวกัน ในที่สุด แม่พิมพ์จะเปิดออก และกลไกการดีดออกจะถอดผลิตภัณฑ์ออกเพื่อให้ครบวงจร
ตาราง: ช่วงพารามิเตอร์กระบวนการทั่วไปสำหรับการฉีดขึ้นรูป PVC
| หมวดหมู่พารามิเตอร์ | พีวีซีแข็ง (RPVC) | พีวีซีอ่อน (FPVC) | ผลกระทบที่สำคัญ |
| อุณหภูมิบาร์เรล (℃) | 160-190 | 150-180 | ของเหลวที่หลอมละลาย ความเสี่ยงจากการสลายตัวเนื่องจากความร้อน |
| อุณหภูมิแม่พิมพ์ (℃) | 30-50 | 20-40 | อัตราการทำความเย็น ความเงาของพื้นผิว |
| แรงดันฉีด (MPa) | 80-150 | 70-130 | ความสมบูรณ์ของการเติมแม่พิมพ์ ความเครียดภายใน |
| แรงกดค้างไว้ (MPa) | 40-80 | 30-60
| การหดตัวความแม่นยำของมิติ |
| ความเร็วของสกรู (รอบต่อนาที) |
30-70 | 25-60
| คุณภาพการทำให้เป็นพลาสติก ความร้อนเฉือน |
| แรงดันต้าน (MPa) | 3-10 | 2-8 | ความหนาแน่นหลอมเหลว ประสิทธิภาพการทำให้เป็นพลาสติก |
- ลักษณะเฉพาะของการแปรรูปพีวีซี
การฉีดขึ้นรูป PVC มีกระบวนการที่แตกต่างกันอย่างมีนัยสำคัญเมื่อเทียบกับพลาสติกทั่วไป เช่น PP และ PE ซึ่งมีสาเหตุหลักมาจากคุณสมบัติของวัสดุของ PVC พีวีซีมีเสถียรภาพทางความร้อนต่ำ และสลายตัวได้ง่ายเพื่อปล่อยไฮโดรเจนคลอไรด์ (HCl) ที่อุณหภูมิสูง ดังนั้นหน้าต่างอุณหภูมิการประมวลผลจึงแคบ ซึ่งมักจะควบคุมภายในช่วง 150-190°C ซึ่งต่ำกว่าอุณหภูมิการสลายตัวตามทฤษฎีมาก (ประมาณ 210°C) เพื่อตอบสนองความท้าทายนี้ เครื่องฉีดขึ้นรูป PVC มักจะติดตั้งระบบควบคุมอุณหภูมิที่แม่นยำยิ่งขึ้น โดยมีความแม่นยำในการควบคุมอุณหภูมิโซนสูงถึง ±1°C และการออกแบบสกรูพิเศษเพื่อลดความร้อนจากแรงเฉือน ในเวลาเดียวกัน PVC Melt มีความหนืดสูงและคุณสมบัติการไหลไม่ดี ต้องใช้แรงดันฉีดที่สูงขึ้น (โดยปกติจะสูงกว่า PP 20-30%) เพื่อเติมแม่พิมพ์ให้เต็ม นอกจากนี้ สารเติมแต่งในสูตร PVC เช่น สารเพิ่มความคงตัวและสารหล่อลื่นอาจสะสมตัวในถัง ดังนั้นเครื่องฉีดขึ้นรูป PVC จึงจำเป็นต้องทำความสะอาดและบำรุงรักษาบ่อยขึ้น
- หลักการของการทำให้เป็นพลาสติกและการฉีด
กระบวนการทำให้เป็นพลาสติกของ PVC เป็นกระบวนการที่ซับซ้อนของการเปลี่ยนแปลงสถานะทางกายภาพ หลังจากที่อนุภาค PVC แข็งเข้าไปในถังจากถังพัก พวกมันจะได้รับการเปลี่ยนแปลงจากสถานะคล้ายแก้ว สถานะยืดหยุ่นสูงเป็นสถานะการไหลที่มีความหนืดภายใต้การให้ความร้อนและการตัด การหมุนของสกรูทำให้เกิดการลากเพื่อเคลื่อนย้ายวัสดุไปข้างหน้า ในขณะที่การตัดเฉือนและการให้ความร้อนภายนอกจะค่อยๆ ละลาย PVC เนื่องจากพีวีซีเป็นวัสดุที่มีขั้ว พฤติกรรมการหลอมจึงแตกต่างจากพลาสติกที่ไม่มีขั้ว เช่น PE และต้องใช้พลังงานที่สูงกว่า ในตอนท้ายของการทำให้เป็นพลาสติก PVC ที่หลอมละลายจะสะสมที่ปลายด้านหน้าของสกรู เพื่อดันสกรูกลับไปยังตำแหน่งที่ตั้งไว้ ในขั้นตอนการฉีด สกรูจะถูกเปลี่ยนเป็นลูกสูบ และวัสดุที่หลอมละลายจะถูกฉีดเข้าไปในโพรงแม่พิมพ์ด้วยความเร็วคงที่หรือความเร็วแบบแบ่งส่วนภายใต้การดันของกระบอกไฮดรอลิก พฤติกรรมการไหลของพีวีซีที่หลอมละลายในโพรงแม่พิมพ์ได้รับผลกระทบจากอุณหภูมิของแม่พิมพ์ การออกแบบทางวิ่ง และพารามิเตอร์การฉีด การตั้งค่ากระบวนการที่เหมาะสมสามารถหลีกเลี่ยงข้อบกพร่อง เช่น รอยสเปรย์และรอยเชื่อม
- ประเด็นสำคัญของการควบคุมกระบวนการ
การฉีดขึ้นรูปพีวีซีที่ประสบความสำเร็จนั้นขึ้นอยู่กับการควบคุมพารามิเตอร์หลักอย่างแม่นยำ การควบคุมอุณหภูมิเป็นปัจจัยหลัก โดยทั่วไปถังจะแบ่งออกเป็น 3-5 โซนอุณหภูมิ การไล่ระดับอุณหภูมิจะเพิ่มขึ้นจากช่องป้อนไปยังหัวฉีด แต่อุณหภูมิสูงสุดจะต้องไม่เกิน 190°C เพื่อป้องกันการสลายตัว ความเร็วในการฉีดส่งผลต่อโหมดการเติมของเหลวและการวางแนวของโมเลกุล ควรเติมผลิตภัณฑ์ที่มีผนังหนาด้วยความเร็วต่ำเพื่อลดความเค้นตกค้าง ในขณะที่ชิ้นส่วนที่มีผนังบางจำเป็นต้องฉีดด้วยความเร็วสูงเพื่อป้องกันการจับตัวเป็นก้อนก่อนเวลาอันควร การตั้งค่าแรงกดและเวลาในการจับยึดส่งผลโดยตรงต่ออัตราการหดตัวและความเสถียรของขนาดของผลิตภัณฑ์ และจำเป็นต้องได้รับการปรับให้เหมาะสมตามโครงสร้างผลิตภัณฑ์และคุณสมบัติของวัสดุ เวลาในการทำความเย็นคิดเป็น 60-70% ของรอบการทำงานทั้งหมด การเพิ่มประสิทธิภาพการออกแบบช่องน้ำหล่อเย็นสามารถปรับปรุงประสิทธิภาพการผลิตได้ เครื่องฉีดขึ้นรูป PVC ส่วนใหญ่ใช้ระบบควบคุมแบบวงปิดเพื่อตรวจสอบและปรับพารามิเตอร์เหล่านี้แบบเรียลไทม์ เพื่อให้มั่นใจถึงความเสถียรของกระบวนการและความสม่ำเสมอของผลิตภัณฑ์
หลักการทำงานของเครื่องฉีดขึ้นรูป PVC ผสมผสานกันอย่างลงตัวระหว่างการออกแบบทางกลและวัสดุศาสตร์ ด้วยการควบคุมกระบวนการทางอุณหพลศาสตร์และรีโอโลยีอย่างแม่นยำ วัตถุดิบ PVC จะถูกแปลงเป็นผลิตภัณฑ์พลาสติกที่มีฟังก์ชันที่แตกต่างกัน การเรียนรู้หลักการเหล่านี้เป็นพื้นฐานทางทฤษฎีในการเพิ่มประสิทธิภาพกระบวนการผลิตและแก้ไขปัญหาด้านคุณภาพ
3. ลักษณะอุปกรณ์และข้อดีทางเทคนิคของเครื่องฉีดพลาสติกพีวีซี
เครื่องฉีดขึ้นรูปพีวีซีเป็นอุปกรณ์แปรรูปพลาสติกชนิดพิเศษ มีชุดการออกแบบที่เป็นเอกลักษณ์ซึ่งตรงกับคุณสมบัติของวัสดุ คุณสมบัติเหล่านี้ช่วยให้สามารถแสดงข้อได้เปรียบทางเทคนิคที่สำคัญเมื่อแปรรูปวัสดุ PVC ตั้งแต่โครงสร้างทางกลไปจนถึงระบบควบคุม ทุกจุดเชื่อมต่อของเครื่องฉีดพลาสติก PVC สะท้อนถึงการออกแบบที่พิถีพิถันสำหรับความต้องการพิเศษของการแปรรูป PVC
- การออกแบบสกรูพิเศษ
คุณสมบัติหลักของเครื่องฉีดขึ้นรูปพีวีซีคือโครงสร้างสกรูแบบพิเศษ เมื่อเปรียบเทียบกับสกรูเครื่องฉีดพลาสติกทั่วไป สกรูพิเศษ PVC มีลักษณะดังต่อไปนี้: อัตราส่วนภาพเล็ก (L/D) (ปกติระหว่าง 18:1 ถึง 22:1) ลดเวลาการอยู่อาศัยของวัสดุ อัตราการบีบอัดต่ำ (ประมาณ 1.8-2.5) เหมาะสำหรับผงพีวีซีหรืออนุภาคที่อัดตัวได้ง่าย ร่องสกรูลึก ลดอัตราเฉือนและการสร้างความร้อนจากการเสียดสี เพิ่มส่วนกั้นหรือหัวผสมเพื่อปรับปรุงความสม่ำเสมอของการหลอม การออกแบบนี้ช่วยแก้ปัญหาความเสถียรทางความร้อนต่ำของ PVC ได้อย่างมีประสิทธิภาพ และป้องกันความร้อนสูงเกินไปและการสลายตัวของวัสดุในระหว่างการทำให้เป็นพลาสติก วัสดุสกรูมักจะทำจากเหล็กโลหะผสมสองชั้นหรือพื้นผิวที่ได้รับการปรับปรุงเป็นพิเศษเพื่อปรับปรุงความต้านทานการสึกหรอและความต้านทานการกัดกร่อนเพื่อรับมือกับก๊าซกรด HCl ที่อาจเกิดขึ้นระหว่างการประมวลผล PVC นอกจากนี้ ช่วงความเร็วของสกรูของเครื่องฉีดพลาสติก PVC นั้นค่อนข้างแคบ (ปกติคือ 30-70 รอบต่อนาที) และสามารถควบคุมได้อย่างแม่นยำเพื่อหลีกเลี่ยงการตัดเฉือนมากเกินไปซึ่งเกิดจากความเร็วสูงเกินไป
- การเพิ่มประสิทธิภาพของระบบควบคุมอุณหภูมิ






 haixiong@highsun-machinery.com
haixiong@highsun-machinery.com haixiong@highsun-machinery.com
haixiong@highsun-machinery.com +86-136 8570 6288
+86-136 8570 6288